Nippon Yakin Kogyo Co., Ltd
Nippon Yakin Kogyo NAS75N Corrosion Resistant Alloys


Manufacturer: Nippon Yakin Kogyo Co., Ltd
Model : NAS75N
NAS75N (UNS S32760)
High Corrosion Resistant Super Duplex Stainless Steel
NAS75N is a super duplex stainless steel with a pitting resistance equivalent (PRE*) number of more than 40, and provides excellent corrosion resistance and strength properties. In comparison with UNS S32205, SUS329J3L, and SUS329J4L (NAS64), it offers superior localized corrosion resistance, and thus is suitable for use in chemical plants, seawater desalination plants, and similar severe environments. Nippon Yakin supplies this product in plate form.
| Chemical Composition | 25Cr 7Ni 3.8Mo 0.6Cu 0.6W 0.27N | ||
| Product shape |
|  Sheet Sheet |
|
| Workability | The high-temperature strength of NAST57N is basically the same as Type 430 in the range of 950–1150°C. Strength decreases sharply below 900°C. Hot working can lead to microstructural changes, such as grain distortion or phase segregation. Solution annealing allows the metal to achieve a uniform microstructure by dissolving unwanted phases or segregations. Low workability due to proof stress and elongation compared to Type 304. | ||
| Weldability | Various welding methods (shielded metal arc welding, TIG welding, plasma welding). Use welding electrodes for UNS S32760. Preheating and post-heating not necessary. Interpass temperature ≤100°C to prevent intermetallic compound formation. | ||
| Heat Treatment | Solution annealing at 1200°C, quenched in water or rapidly cooled by other means. Conditions per ASTM A480/A480M. | ||
| Pickling | Mixture of nitric acid and hydrofluoric acid is used in pickling. Descaling Type 304 stainless steel is difficult due to its strong corrosion resistance and oxide layers. It requires more aggressive methods, such as stronger chemicals or mechanical processes. Pickling requires alkaline immersion before, and blasting is very effective. | ||
| Applications | Seawater desalination plant, Chemical plant, Seawater pump. | ||
| Certification | Manufactured to UNS S32760 according to NORSOK standard. Thickness up to 40mm. NORSOK M 650, NORSOK M 630 MDS D55. | ||
 Coil
Coil Plate
PlateSteel Grade/Standard
| Nippon Yakin Grade | JIS | ASTM A240 | EN 10088-2/10028-7 |
|---|---|---|---|
| NAS75N | — | UNS S32760 | 1.4501 |
Chemical Composition
| C | Si | Mn | P | S | Ni | Cr | Mo | N | Cu | W | PRE* | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Specification (UNS S32760) | ≤0.030 | ≤1.00 | ≤1.00 | ≤0.030 | ≤0.010 | 6.0-8.0 | 24.0-26.0 | 3.0-4.0 | 0.20-0.30 | ≤1.00 | 0.50-1.00 | ≥40 |
| Specification** (EN 1.4501) | ≤0.030 | ≤1.00 | ≤1.00 | ≤0.035 | ≤0.015 | 6.0-8.0 | 24.0-26.0 | 3.0-4.0 | 0.20-0.30 | ≤1.00 | 0.50-1.00 | — |
PRE = %Cr + 3.3 × %Mo + 16 × %N
EN 10088-2
Physical Properties
| Density [g/cm³] | 7.80 |
|---|---|
| Specific heat [J/kg•K] | 466 |
| Electrical resistivity [μΩ•cm] | 99.0 |
| Thermal conductivity [W/m•K] | 12.8 |
| Average coefficient of thermal expansion [10⁻⁶/°C] | 20–100°C 13.5 |
| 20–200°C 13.6 | |
| 20–300°C 13.8 | |
| 20–400°C 14.0 | |
| Young’s modulus [MPa] | 18.9 × 10⁴ |
| Magnetism | Y (magnetizable) |
| Melting range [°C] | 1400–1450 |
Mechanical Properties
Mechanical Properties at Room Temperature
| 0.2% proof stress (MPa) | Tensile strength (MPa) | Elongation (%) | Hardness (HBW) | Impact value (R.T. V-notch fullsize) | |
|---|---|---|---|---|---|
| Specification (UNS S32760) | ≥ 530 | ≥ 730-930 | ≥ 15 | ≤ 310 | ≥ 60 (J) |
| Specification (EN 1.4501) | ≥ 530 | 730-930 | ≥ 15 | ≤ 310 | — |
| Hot-rolled plate (20mm) | 583 | 884 | 36 | 243 | 295 |
| Hot-rolled plate (8mm) | 616 | 852 | 35 | 243 | 290 |
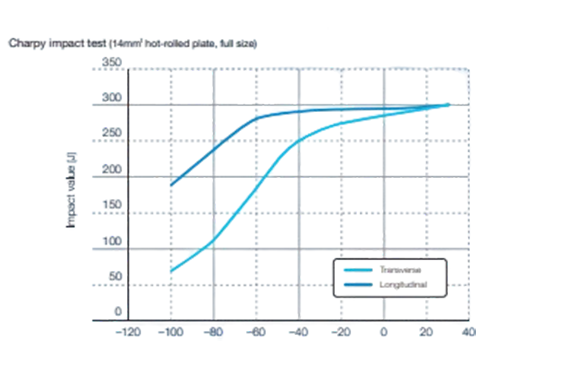
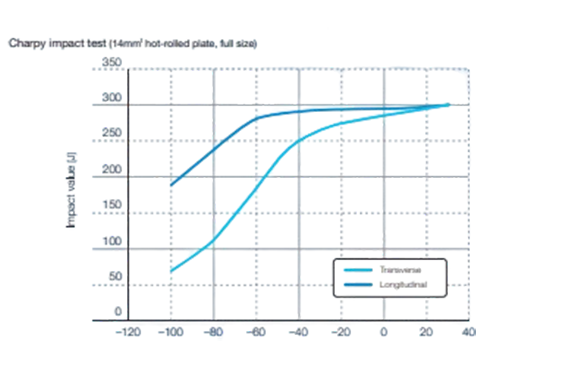
Impact Value
Charpy impact test (14mm hot-rolled plate, full size)
Corrosion Resistance
NAS75N has excellent localized corrosion resistance (pitting corrosion, crevice corrosion) and acid resistance in comparison with Type 304, Type 316L, NAS329J3L (UNS S32205), NAS64.
Pitting Corrosion Resistance
| Alloy | ASTM G48 Method A (22°C) | ASTM G48 Method A (50°C) | ASTM G48 Method C Critical pitting corrosion temperature CPT (°C) |
|---|---|---|---|
| NAS329J3L | ○ | X | 50 |
| NAS64 | ○ | — | 55 |
| NAS75N | ○ | ○ | 85 |
- Test conditions:
- ASTM G48 Method A: No pitting corrosion; X: Pitting corrosion.
- Test solution: 6% FeCl₃
Test temperature: 22°C, 50°C (Recommended temperature in this test)
Test time: 72h
ASTM G48 Method C
• Test solution: 6% FeCl₃ + 1% HCl
• Test time: 72h
Crevice Corrosion Resistance
| Alloy | ASTM G48 Method D Critical crevice corrosion temperature CCT (°C) |
|---|---|
| NAS329J3L | 25 |
| NAS64 | 30 |
| NAS75N | 45 |
- Test conditions: ASTM G48 Method D
Test solution: 6% FeCl₃ + 1% HCl
Test time: 72h
Acid Resistance
Corrosion rate in sulfuric acid at 80°C (mm/y)
| Alloy | 5% | 10% | 20% | 40% | 60% | 80% |
|---|---|---|---|---|---|---|
| NAS329J3L | 0.01 | 0.17 | 4.65 | 385.9 | 1456 | 108.4 |
| NAS64 | <0.01 | <0.01 | 0.04 | 50.3 | 1084 | 40.23 |
| NAS75N | <0.01 | <0.01 | 0.04 | 59.33 | 442.4 | 40.23 |
Corrosion rate in hydrochloric acid at 80°C (mm/y)
| Alloy | 0.1% | 1% | 3% | 5% |
|---|---|---|---|---|
| NAS329J3L | 0.05 | 0.12 | 31.10 | 66.92 |
| NAS64 | 0.01 | 0.01 | 12.04 | 30.51 |
| NAS75N | 0.01 | 0.01 | 25.41 | 57.60 |
Corrosion rate in boiling phosphoric acid (mm/y) and boiling nitric acid (mm/y)
| Alloy | 20% | 40% | 60% | 80% | 20% | 40% | 60% |
|---|---|---|---|---|---|---|---|
| NAS329J3L | 0.03 | 0.11 | 0.46 | 0.89 | 0.07 | 0.12 | 0.13 |
| NAS64 | 0.01 | 0.01 | 0.17 | 3.99 | 0.03 | 0.04 | 0.06 |
| NAS75N | 0.01 | 0.01 | 0.04 | 7.09 | 0.02 | 0.03 | 0.05 |
Test time: 24h
Reference
| Alloy | JIS | UNS No. | Chemical Composition |
|---|---|---|---|
| NAS329J3L | SUS329J3L | S32205 | 25Cr-6.5Ni-3Mo-0.16N |
| NAS64 | SUS329J4L | S32506 | 25Cr-6.8Ni-3.5Mo-0.17N |
| NAS75N | — | S32760 | 25Cr-6.8Ni-3.5Mo-0.6Cu-0.6W-0.27N |
Workability
The high-temperature strength of NAS75N is basically the same as Type 430 in the range of 950-1150°C. It should be noted that the strength increases abruptly below 900°C. Solution annealing should be done after hot working. Regarding cold workability, care is required as proof stress is high and elongation is low in comparison with Type 304.
Weldability
Various welding methods are applicable in the same manner as with the standard austenitic stainless steels, including shielded metal arc welding, TIG welding, and plasma welding. Use of welding electrodes for UNS S32760 is recommended. Preheating and postheating are not necessary. In welding, the interpass temperature should be no more than 100°C in order to prevent formation of intermetallic compounds.
Heat Treatment
Solution annealing of NAS75N should be performed at 1100°C and higher followed by being quenched in water or rapidly cooled by other means. (Conditions provided in ASTM A480/A480M)
Pickling
A mixture of nitric acid and fluoric acid is used in pickling. However, because descaling is somewhat difficult in comparison with Type 304, alkali immersion before acid pickling, and if possible, shot blasting are extremely effective.
Applications
Seawater desalination plant, Chemical plant, Seawater pump.
Certification
It is possible to manufacture UNS S32760 in accordance with the NORSOK standard below. The thickness is up to 40mm.
• NORSOK M-650
• NORSOK M-630 MDS D55
Related Products
-
Nippon Yakin Kogyo NASH840 Heat Resistant Alloys
-

Nippon Yakin Kogyo NAS185N Corrosion Resistant Alloys
-

Nippon Yakin Kogyo NAS800H, NAS800T Heat Resistant Alloys
-

Nippon Yakin Kogyo NAS36 Controlled Expansion Alloys
-

Nippon Yakin Kogyo NAS8R10 Neutron Absorbing Stainless Steel
-

Nippon Yakin Kogyo NASNW400 Corrosion Resistant Alloys
REQUEST QUOTATION
PAYMENT

LINK



