Nachi
Nachi GSX MILL VL Long Shank



Manufacturer: Nachi-fujikoshi corp
Model: GSX MILL VL
Outline
Perfect for vertical wall milling up to 5D height
Applications are expanded with VL’s longer shank that suppresses chattering.
High-speed milling is realized for raw materials. titanium alloy. and heat-resistant alloy.
GSX II coating with superior heat. wear and adhesion resistance to achieve long tool life.
Additional release of the radius model.
For titanium alloy and SUS and for steels
There are two types. for steels and for titanium alloy and SUS that support almost any work materials.
GSX II coating
With the multi-layer of heat resistance coating and hard coating. GSX MILL VL supports cutting of hardened materials. With high wear resistance and anti-adhesion properties. stable chip removal is realized for a wide range of work materials.
Additional release of the radius model
The radius model was added to the steel type and the titanium alloy and SUS type.
Features
Unequal spacing of teeth
Variable leads
Reduce vibration and realize high quality milling by adapting unequal index and lead design.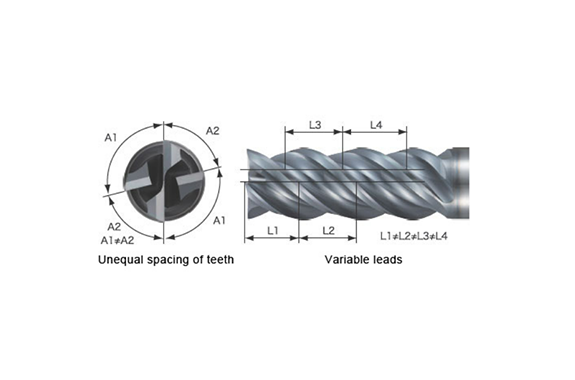 GSX MILL VL Anti-Vibration Effect
GSX MILL VL Anti-Vibration Effect
Tool: ⌀10
Speed: 130 m/min
Feed: 1,460 mm/min (0.09 mm/tooth)
Depth of cut: ap = 10 mm, ae = 2 mm
Material: S50C
No chatter
Higher quality surface finish
Comparison of vibration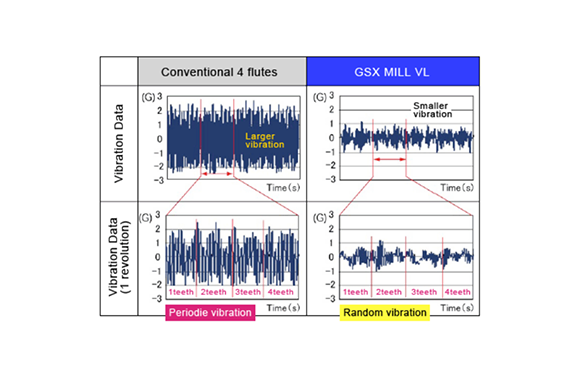
Applicable to wide range of materials by two series
| For Steel | For Ti and Stainless | |
| Applicable materials | Carbon Steels Pre-Hardened Steels Alloy Steels Die Steels | Stainless Steels Titanium Alloys Inconel718, etc |
| Feature | Apply specially designed cutting edge to get good surface finish Better surface finish 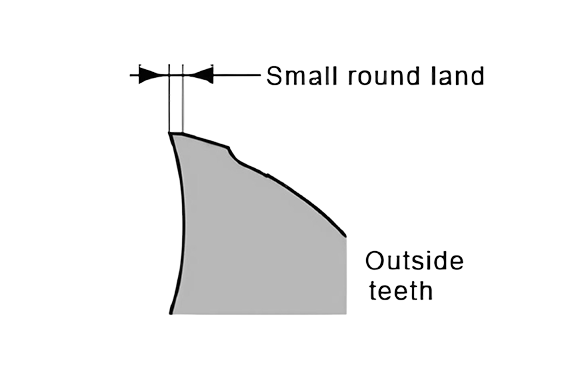 | Apply suitable carbide material for difficult to machine material Higher helix angle for better removability |
GSX-II Coating
Excellent heat resistance
Achieve high heat Resistance with Al-rich composition.
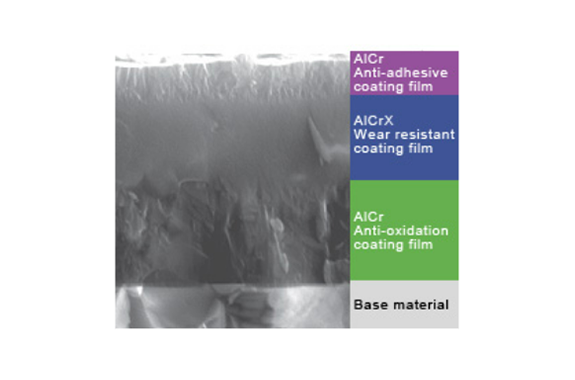
Multi layer structure
High hardness of coating in according to multi layer structure with AlCr and AlCrX.
GSX MILL VL Series
Crystal structure
Great wear and resistance with optimum crystal structure.
Evaluation of oxidation resistance
Status of coating films after keeping with 1.100°C in the air after 1 hour.
| Geometry | FL | 2.5D | 4D | 5D (over hang length) |
For Steel | Square | GSXVL4-2.5D φ3~20 | GSXVL4-4D φ3~20 | |
| Radius | GSXVL4-R-2.5D φ6~20 | GSXVL4-R-4D φ6~20 | ||
| Multi Flutes | GSXVL6-2.5D φ6~20 | |||
| Long Shank | GSXVLLS4-1.5D φ3~20 | |||
For Ti・SUS | Square | GSXVL4T-2.5D φ3~20 | GSXVL4T-4D φ3~20 | |
| Radius | GSXVL4T-R-2.5D φ6~20 | GSXVL4T-R-4D φ6~20 | ||
| Multi Flutes | GSXVL6T-2.5D φ6~20 | |||
| Long Shank | GSXVLLS4T-1.5D φ3~20 |
Performance
Comparison of wear in Ni base Alloy Titanium Alloy Deep side milling
Titanium Alloy Deep side milling
Tool: GLXVL6T-2.5D Φ16
Cutting Speed: 39 m/min
Feed: 100 mm/min (0.03 mm/tooth)
Work Material: Inconel 718
Cutting Fluid: Wet
Milling Length: 4 m
Stable milling with even long overhang length
Titanium Alloy Deep side milling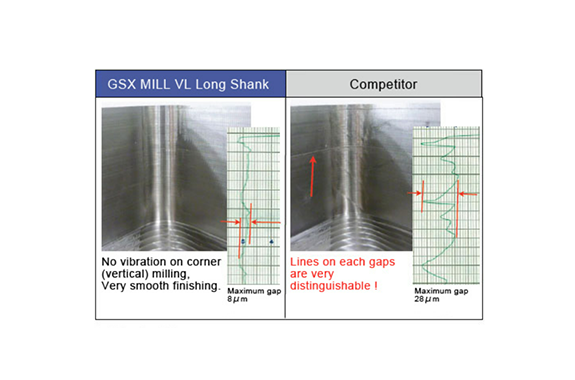
Tool diameter: Φ10
Cutting Speed: V = 60 m/min
Feed rate: F = 760 mm/min (0.1 mm/tooth)
Cut amount: ap = 8 mm × 3 pass, ae = 1.0 mm
Material: Ti6Al4V
Cutting Fluid: Wet
High efficient milling at carbon steels (S50C)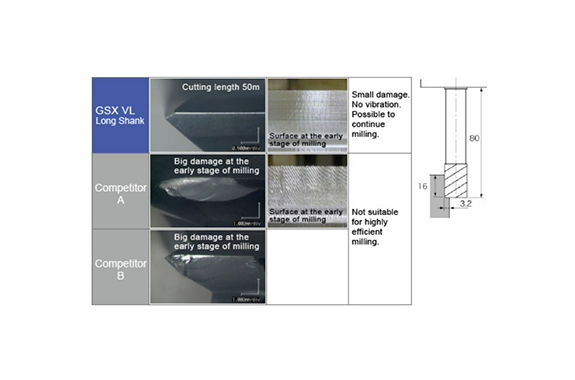 Tool: Φ16
Tool: Φ16
Cutting Speed: 130 m/min
Feed: 840 mm/min (0.08 mm/tooth)
Cut depth: ap = 16 mm, ae = 3.2 mm
Work material: S50C (180HB)
Cutting fluid: Air blow
Stable milling with even long overhang length
S50C Deep Side Milling
Tool diameter: Φ10
Cutting speed: V = 120 m/min
Feed rate: F = 1,050 mm/min (0.07 mm/tooth)
Cutting amount: ap = 9 mm, ae = 0.5 mm
Material: S50C
Cutting fluid: Air blow
The difference in cutting noise
S50C Deep side milling roughing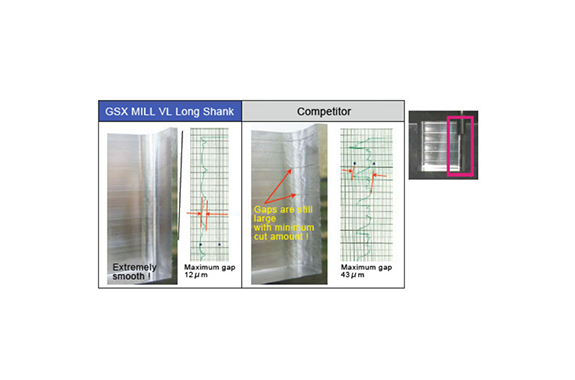
Tool diameter: Φ10
Cutting speed: V = 120 m/min
Feed rate: F = 1,050 mm/min (0.07 mm/tooth)
Cutting amount: ap = 9 mm × 5 pass, ae = 0.1 mm
Material: S50C
Cutting fluid: Air blow
The difference in cutting noise
S50C Deep side milling finishing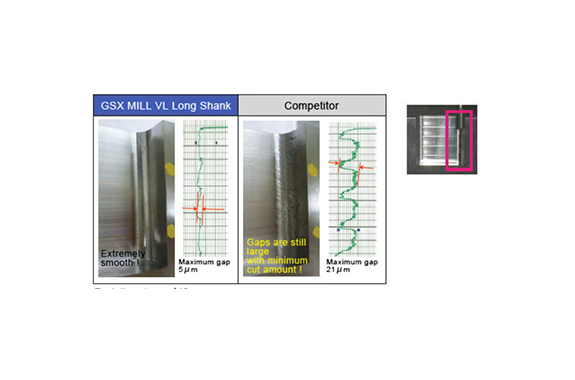
Tool diameter: Φ10
Cutting speed: V = 120 m/min
Feed rate: F = 1,050 mm/min (0.07 mm/tooth)
Cutting amount: ap = 9 mm × 5 pass, ae = 0.1 mm
Material: S50C
Cutting fluid: Air blow
GSXVLLS Excellent milling surface
Related Products






REQUEST QUOTATION
PAYMENT

LINK



