BINZEL JAPAN Ltd
Binzel Japan MIG/MAG Welding Torch MB EVO


Manufacturer: BINZEL JAPAN Ltd
Model: MB EVO
Series
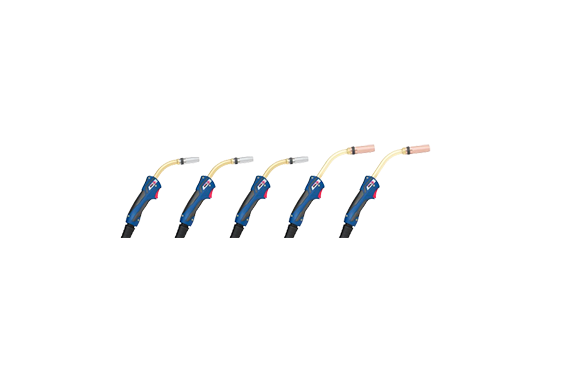
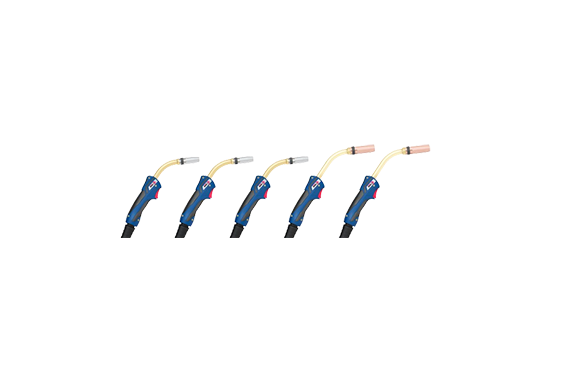
The MB EVO torch series represents a completely new handling concept that breaks new ground in both form and function. The MB EVO welding torch is at its best when it fits comfortably in the hand of the welder. The unique ergonomics of the handle, trigger position, trigger design and ball joint ensure comfortable use at any angle and ensure the best possible results.
Air-cooled:
Genuine two-component handle – sturdy and ergonomic
Optimal trigger position and tapered handle design – for safe and precise handling
Unique air-cooled torch internal design – provides cooling while maximizing durability
Proven “MB” consumables concept – long life
Robust and optimal central connector
Water-cooled torch:
Genuine two-component handle – robust and ergonomic
Proven “MB” consumable concept and media hose
Optimal trigger position, tapered handle design and ball joint for optimal handling on any welding surface
Attention to detail and easy repair – optimal space conditions for easy maintenance
Robust, size-optimized central connector shape and protected hose guide
Technical data (EN 60 974-7):
| kinds: | MB EVO 15 | MB EVO 24 | MB EVO 25 | MB EVO 26 | MB EVO 36 |
| specification | |||||
| CO2 : | 180A / 150A | 250A | 230A | 270A | 320A |
| Gas mixture M21*: | 180A / 150A | 220A | 200A | 240A | 290A |
| Duty Cycle(%): | 35 / 60 | 60 | 60 | 60 | 60 |
| Wire diameter Ø (mm): | 0.6 – 1.0 | 0.8 – 1.2 | 0.8 – 1.2 | 0.8 – 1.2 | 0.8 – 1.2 |

* Data according to DIN EN ISO 14175
The duty cycle is calculated based on the VDE standard voltage/current index (U=14+0.05xl) formula. Pulse welding reduces the duty cycle by 35%.
Water-cooled
Technical data (EN 60 974-7):
| kinds: | MB EVO 240 D | MB EVO 401 | MB EVO 401 D | MB EVO 501 | MB EVO 501 D |
| specification | |||||
| CO2 : | 300A | 450A | 400A | 550A | 500A |
| Gas mixture M21*: | 270A | 400A | 350A | 500A | 450A |
| Duty Cycle(%): | 100 | 100 | 100 | 100 | 100 |
| Wire diameter Ø (mm): | 0.8 – 1.2 | 0.8 – 1.2 | 0.8 – 1.2 | 1.0 – 1.6 | 1.0 – 1.6 |
Data according to DIN EN ISO 14175
The duty cycle is calculated based on the VDE standard voltage/current index (U=14+0.05xl) formula. Pulse welding reduces the duty cycle by 35%.
A water circulation cooling capacity of approximately 800 W is recommended, and a minimum of a 4 minute cooling cycle should be allowed between welding operations to protect the cable assembly from overheating.
Related Products






REQUEST QUOTATION
PAYMENT

LINK



