Nachi
Nachi AG Power Drills




Manufacturer: Nachi-fujikoshi corp
Model:AG
Features
Highly rigid form and large pocket
Enlarged the point of edge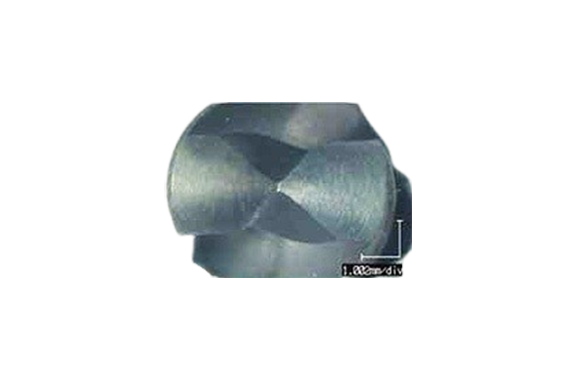
AG Coating
Cross section structure of AG coating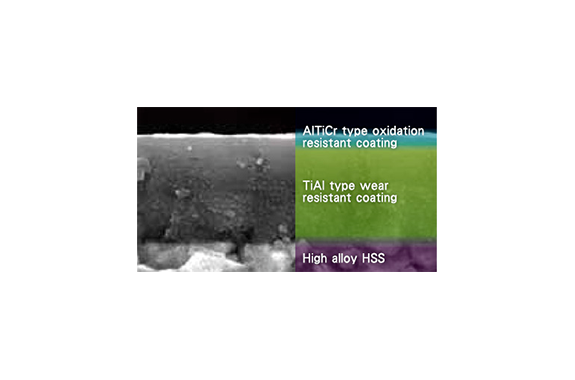
Smooth coating
Work Material
| Code No. | Carbon Steels S45C S50C | Alloy Steels SCM NAK | Hardened Steels Mold Steels | Hardened Steels 50~65HRC | Stainless Steels | Titanium Alloys Nickel Alloys SUS420 | Cast Irons FCD/FC | ||
|---|---|---|---|---|---|---|---|---|---|
| 25~40HRC | 40~50HRC | SUS304 SUS316 | SUS420 | ||||||
| AGPSD | ◎ | ◎ | ◎ | × | × | ○ | ○ | ○ | ◎ |
| AGPLSD | ◎ | ◎ | ◎ | × | × | ○ | ◎ | ||
| AGPLSD | ◎ | ◎ | ◎ | × | × | ○ | ◎ | ||
◎: Excellent ○: Good ×: Not Used No mark: Not Recommended
Performance
AGPSD AG Power Drills
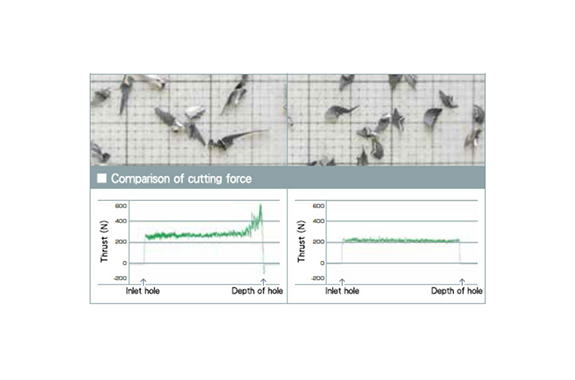
Cutting Force
Tool: AGPSD3.0
Cutting Speed: 30 m/min
Rotation: 3,180 min⁻¹
Feed Speed: 330 mm/min
Feed: 0.1 mm/rev (Non-step)
Hole Depth: 15 mm Blind Hole
Work Material: S50C (180HB)
Cutting Fluid: Wet
Machine: Vertical machining center
Wear comparison after 204 holes drilling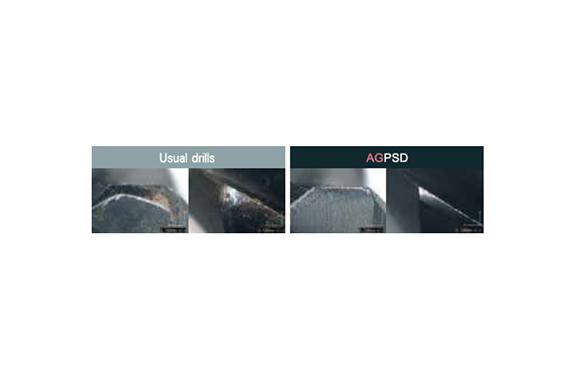 Comparison of non-step drilling of tempered alloy steel
Comparison of non-step drilling of tempered alloy steel
Tool: AGPSD6.0
Cutting Speed: 24 m/min
Rotation: 1,272 min⁻¹
Feed Speed: 230 mm/min
Feed: 0.18 mm/rev (Non-step)
Hole Depth: 30 mm Blind Hole
Work Material: SCM440 (32 HRC)
Cutting Fluid: Wet
|Machine: Vertical machining center
AGPSLSD AG Power Semi-long Drills
Comparison of tool life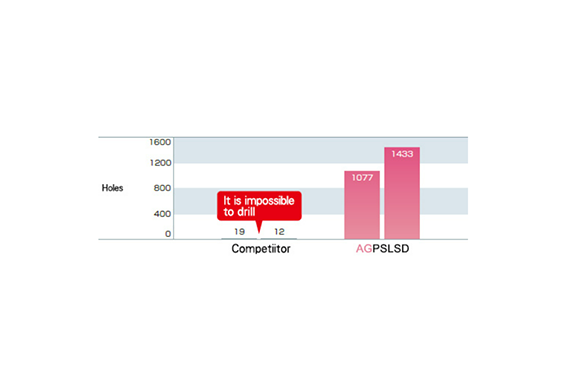
Tool: AGPLSD3.0
Cutting Speed: 24 m/min
Rotation: 2,500 min⁻¹
Feed Speed: 200 mm/min
Feed: 0.08 mm/rev (Non-step)
Hole Depth: 21 mm (7D) Blind Hole
Work Material: S50C (180HB)
Cutting Fluid: Wet
Machine: Vertical machining center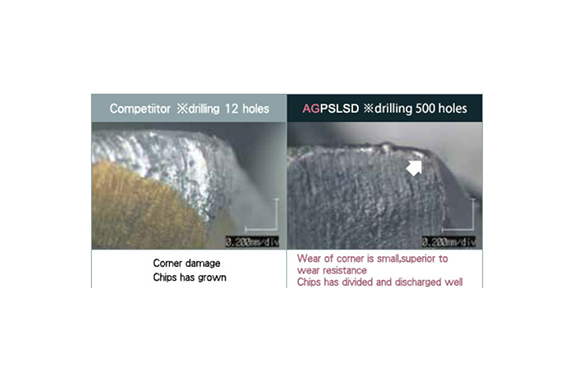
 AGPLSD AG Power Long Drills
AGPLSD AG Power Long Drills
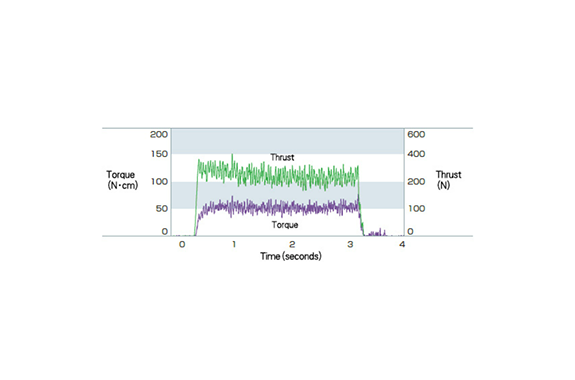
Comparison of cutting force and time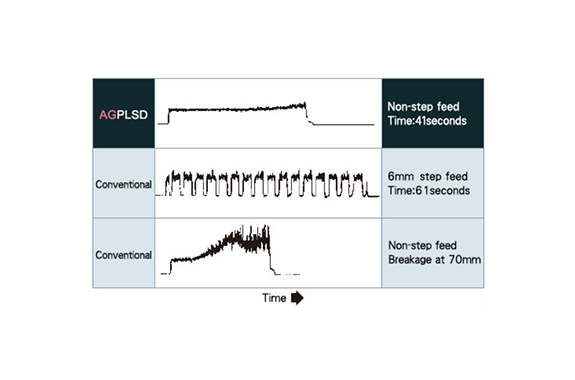 Tool: AGPLSD6.0
Tool: AGPLSD6.0
Cutting Speed: 18 m/min
Rotation: 955 min⁻¹
Feed Speed: 143 mm/min
Feed: 0.15 mm/rev
Hole Depth: 102 mm Blind Hole
Work Material: Carbon Steels (260HB)
Cutting Fluid: Wet
Machine: Vertical machining center
Comparison of tool life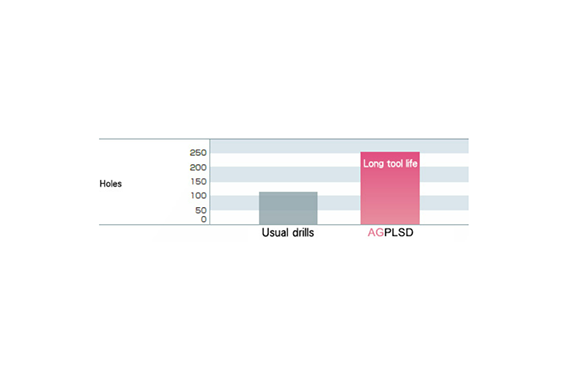
Related Products
-

Nachi MC400L Heavy Duty Robots
-

Nachi GMS450 Skiving Machining Center For Gears
-

Nachi DSS Type Solenoid Controlled Pilot Operated Directional Valve
-

Nachi PFL Series Horizontal Precision Roll Forming Machines
-

Nachi SRA133H/SRA166H/SRA210H Spot Welding Robots
-

Nachi NSL-T Series Horizontal Workpiece Transfer Type Surface Broaching Machines
REQUEST QUOTATION
PAYMENT

LINK



