Nachi
Nachi AQUA EX FLAT Drill



Manufacturer: Nachi-fujikoshi corp
Model: AQUA EX FLAT
Outline
Drill for counter boring has great performance.
Spot facing machining capability for a wide range of applications such as spot facing on slope. correction of eccentric holes. and thin plate machining.
Aqua EX Coating
Better heat and wear resistance from Aqua EX coating for a super long life.
Drilling efficiency improvement due to reduced processing time
Counter boring and guide hole drilled at the same time.
Effective screw length is assured when drilling set screw holes in thin material. without increasing work.
Features
Performance opens up extensive applications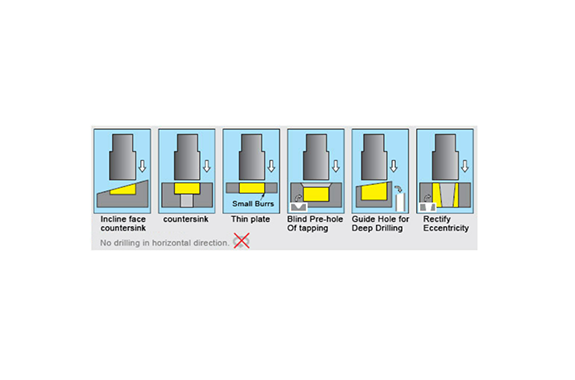
Structural Steels | Carbon Steels | Hardened Steels Alloy Steels | Hardened Steels Mold Steels | Hardened Steels | Stainless Steels | Titanium Alloys / Nickel Alloys | Cast Irons | Aluminum Alloys | Copper Alloys |
| SS400 | S45C S50C | SGr NAK | 25 to 40HRC | 40 to 50HRC | SUS304 SUS316 | SUS420 | — | FCD/FC | AC/ADC |
| ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ |
Cutting resistance on 45° angled surface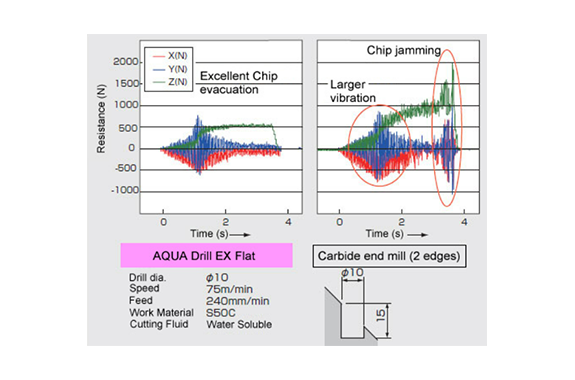 Absolutely flat drill face
Absolutely flat drill face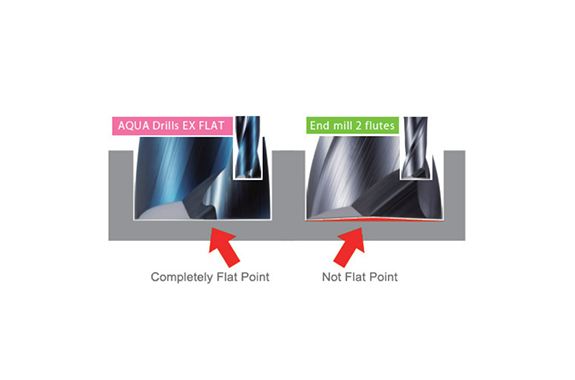 AQUA EX Coating
AQUA EX Coating
Improved resistance to oxidation. heat and wear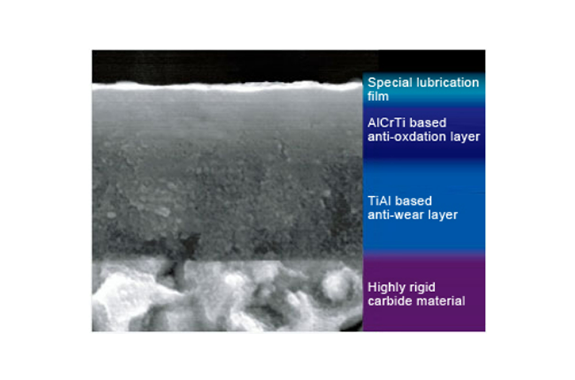 AQUA Drill EX Flat lineup
AQUA Drill EX Flat lineup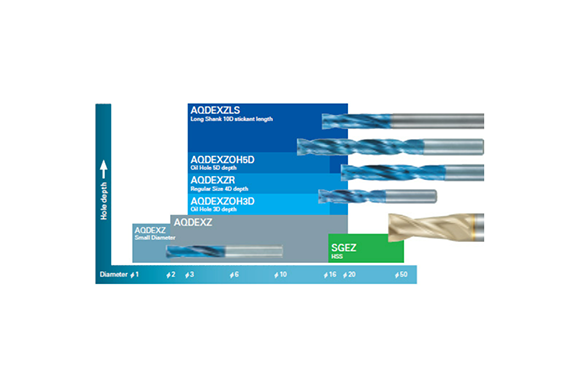
Performance
Multi-functional flat drill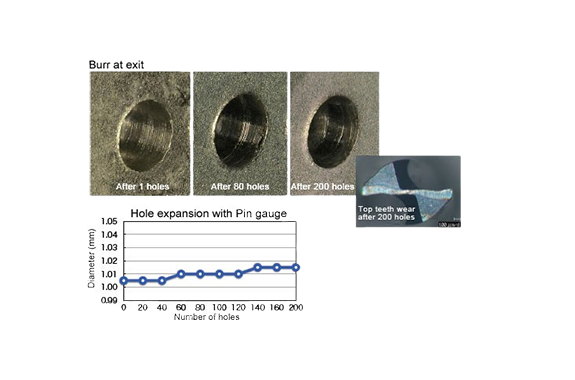
Tool: AQDEXZ0100
Diameter: ⌀1.0 mm
Speed: 30 m/min
Feed: 40 mm/min (0.005 mm/rev)
Depth: 2 mm Through
Material: SUS304
Flat Surface:
Fluid: Emulsion
Smaller burrs at exit and oversized holes
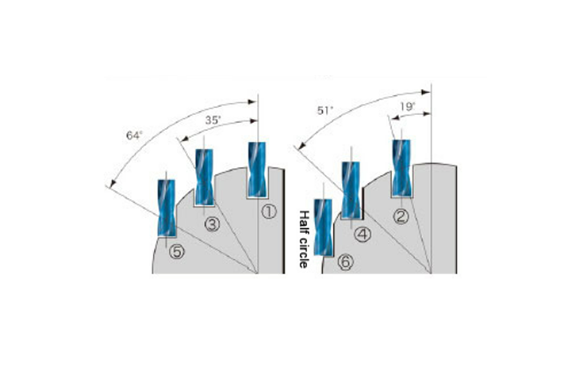
High-efficiency One shot drilling with no point holes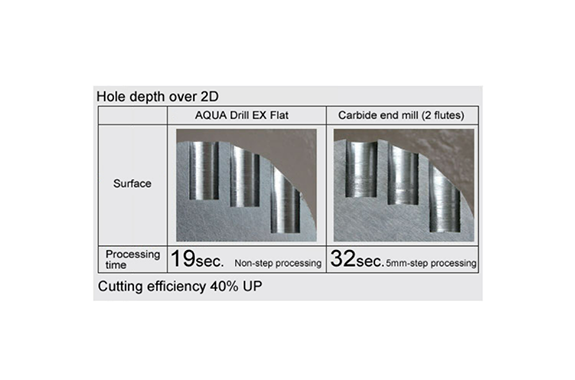 Cutting condition on inclined hole drilling
Cutting condition on inclined hole drilling
| Position No. | Angle | Speed | Feed | ||||
|---|---|---|---|---|---|---|---|
| m/min | min⁻¹ | % | mm/min | mm/rev | % | ||
| ① | 0 | 75 | 2400 | 100% | 420 | 0.18 | 100% |
| ② | 19° | 75 | 2400 | 50% | 210 | 0.09 | 50% |
| ③ | 35° | 52 | 1650 | 40% | 120 | 0.07 | 40% |
| ④ | 51° | 52 | 1650 | 70% | 120 | 0.07 | 40% |
| ⑤ | 64° | 52 | 1650 | 30% | 90 | 0.06 | 33% |
| ⑥ | Half circle | 52 | 1650 | 20% | 60 | 0.04 | 20% |
 AQDEXZ1000 (⌀10)
AQDEXZ1000 (⌀10)
Work Material: S45C
Hole Depth: 15mm
Water soluble
Comparison with competitors counter boring drill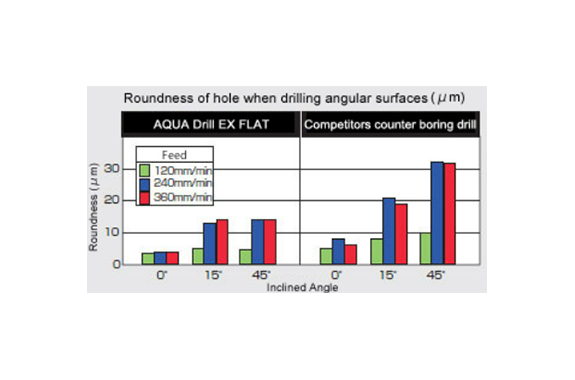 Drill dia. ⌀10
Drill dia. ⌀10
Speed 75 m/min
Feed 120 mm/min 1/n
240 mm/min 1/n
360 mm/min 1/n
Work Material S50C
Cutting Fluid Water Soluble
Depth 10 mm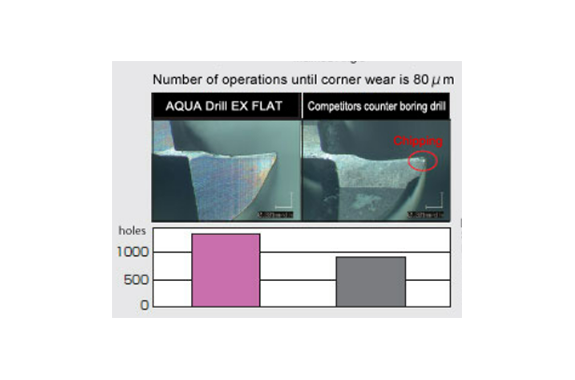 Drill dia. ⌀3
Drill dia. ⌀3
Speed 75 m/min
Feed 240 mm/min
Work Material SCM415
Cutting Fluid Water Soluble
Depth 3 mm
Slope 30°
Burr size comparisor at exit of hole inside pipe materials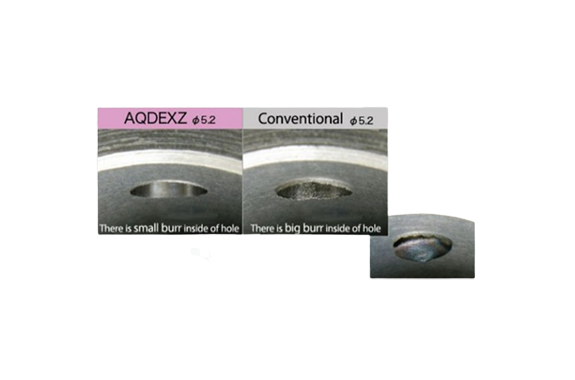
 Speed : 75 m/min
Speed : 75 m/min
Feed : 0.09 mm/rev
Material : S45C
Outer diameter : 40 mm
Inner diameter : 30 mm
Burr height : less than 1/3
Drilling process comparison in guide holes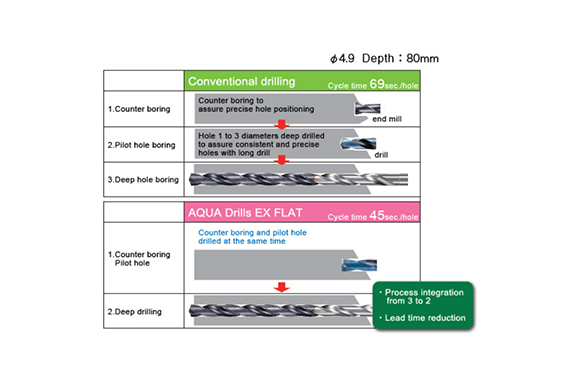 Fuel pump parts drilling on the sloped surface
Fuel pump parts drilling on the sloped surface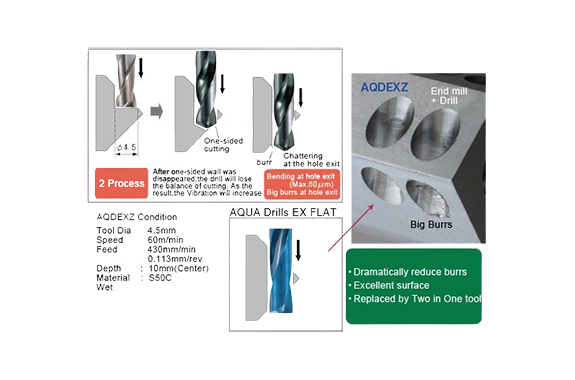 Gun Drill tool life extension with AQDEXZ as pre-drilling tool
Gun Drill tool life extension with AQDEXZ as pre-drilling tool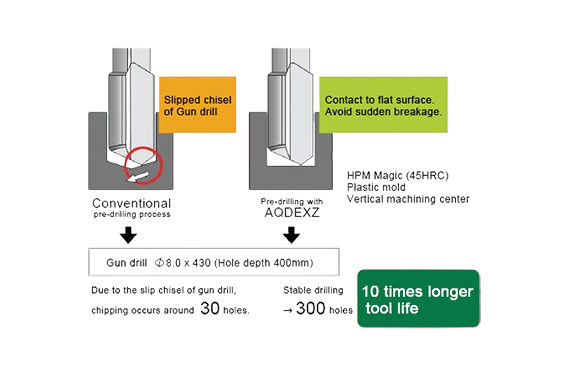
Example for stainless steels (SUS304)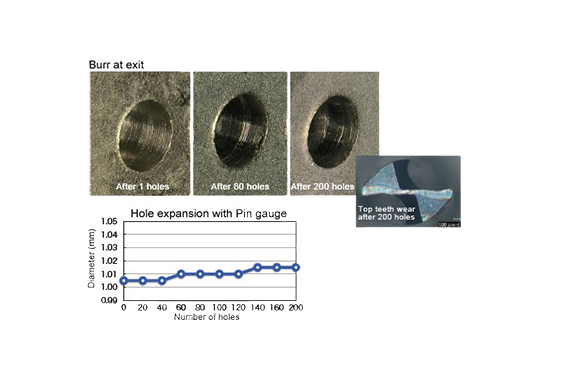 Tool : AQDEXZ0100
Tool : AQDEXZ0100
Dia : ⌀1.0
Speed : 30 m/min
Feed : 40 mm/min (0.005 mm/rev)
Depth : 2 mm Through
Material : SUS304
Flat Surface : 0°
Fluid : Emulsion
Top teeth wear after 200 holes
Smaller burrs at exit and oversized holes
Expansion of the hole diameter for S50C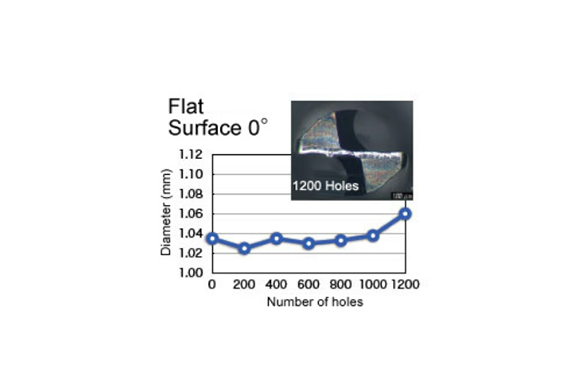
Tool : ⌀1.0
Speed : 75 m/min
Feed : 420 mm/min (0.018 mm/rev)
Depth : 2 mm blind hole
Material : S50C
Coolant : Wet
Continuous drilling 1200 holes is possible,
Equivalent tool life to conventional carbide drills.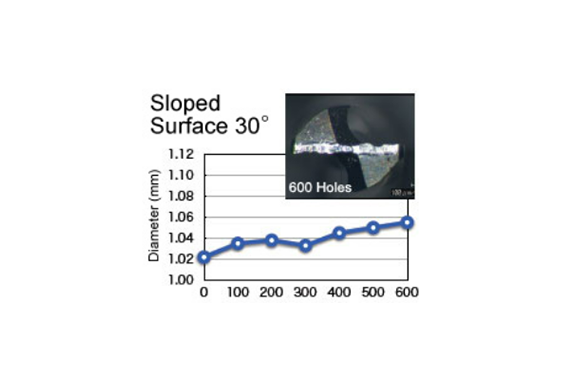 Tool : ⌀1.0
Tool : ⌀1.0
Speed : 52.5 m/min
Feed : 126 mm/min (0.008 mm/rev)
Depth : 2 mm blind hole
Material : S50C
Coolant : Wet
Continuous drilling 600 holes is possible on 30° inclined surface.
Hole accurocy of drilling thin plates of aluminum alloy (A5052)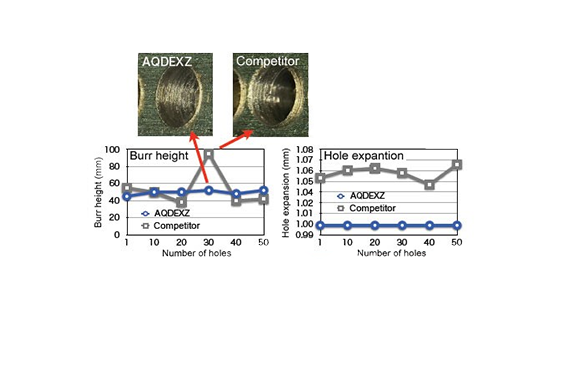
Aqua EX Flat drill is effective for burr control.
Hole expansion within 0~5 μm.





REQUEST QUOTATION
PAYMENT

LINK



