Nachi
Nachi GSX MILL VL Carbide End Mills

Manufacturer: Nachi-fujikoshi corp
Model: GSX MILL VL
Outline
Endmill with unequal tooth spacing and variable leads to suppress chattering
It specializes for Titanium alloy and for Carbon steels and the series is made.
GSX II coating for greater heat and wear resistance. plus anti-adhesion properties.
| Code | Structural Steels | Carbon Steels | Pre-Hardened Steels Alloy Steels | Hardened Steels Mold Steels | Hardened Steels | Stainless Steels | Titanium Alloys Nickel Alloys | Cast Irons | ||
|---|---|---|---|---|---|---|---|---|---|---|
| SS400 | S45C S50C | SGr NAK | 25 to 40HRC | 40 to 50HRC | 50 to 65HRC | SUS304 SUS316 | SUS420 | — | FCD/FC | |
| GSXVL4 | ○ | ◎ | ◎ | ◎ | × | ◎ | ◎ | ◎ | — | ◎ |
| GSXVL4T | ◎ | ◎ | ||||||||
GSX II coating
With the multi-layer of heat resistance coating and hard coating. GSX MILL VL supports cutting of hardened materials. With high wear resistance and anti-adhesion properties. stable chip removal is realized for a wide range of work materials.
Features
Unequal spacing of teeth.
Variable leads
Reduce vibration and realize high quality milling by adapting unequal index and lead design.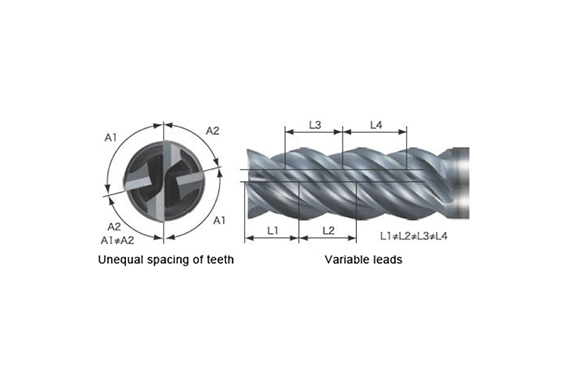
Comparison of vibration
Applicable to wide range of materials by two series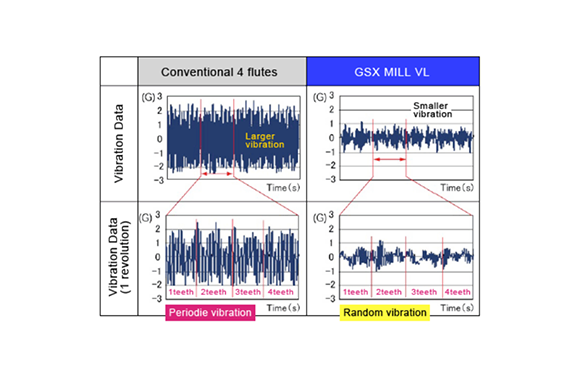 Applicable to wide range of materials by two series
Applicable to wide range of materials by two series
| Applicable materials | For Steel | For Ti and Stainless |
|---|---|---|
| Carbon Steels Pre-Hardened Steels Alloy Steels Die Steels | Stainless Steels Titanium Alloys Inconel718, etc | |
| Feature | Apply Specially designed Cutting Edge to get good surface finish Better surface finish 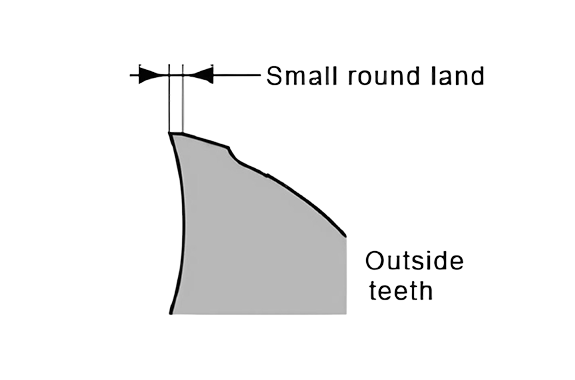 | Apply suitable carbide material for difficult to machine material Higher helix angle for better removability. |
GSX-II Coating
Excellent heat resistance
Achieve high heat Resistance with Al-rich composition.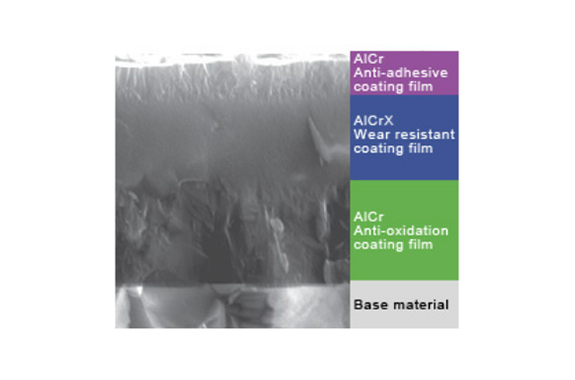 Multi layer structure
Multi layer structure
High hardness of coating in according to multi layer structure with AlCr and AlCrX.
Crystal structure
Great wear and resistance with optimum crystal structure.
Evaluation of oxidation resistance
Status of coating films after keeping with 1.100°C in the air after 1 hour
GSX MILL VL Series
| Geometry | FL | 2.5D | 4D | 5D (over hang length) |
For Steel | Square | GSXVL4-2.5D φ3~20 | GSXVL4-4D φ3~20 | |
| Radius | GSXVL4-R-2.5D φ6~20 | GSXVL4-R-4D φ6~20 | ||
| Multi Flutes | GSXVL6-2.5D φ6~20 | |||
| Long Shank | GSXVLLS4-1.5D φ3~20 | |||
For Ti・SUS | Square | GSXVL4T-2.5D φ3~20 | GSXVL4T-4D φ3~20 | |
| Radius | GSXVL4T-R-2.5D φ6~20 | GSXVL4T-R-4D φ6~20 | ||
| Multi Flutes | GSXVL6T-2.5D φ6~20 | |||
| Long Shank | GSXVLLS4T-1.5D φ3~20 |
Performance
GSX MILL VL Anti-Vibration Effect
Tool: Ø10
Speed: 130 m/min
Feed: 1,460 mm/min
0.09 mm/tooth
Depth of cut: ap = 10 mm, ae = 2 mm
Material: S50C
No-chatter
Higher quality surface finish
Comparison of surface roughness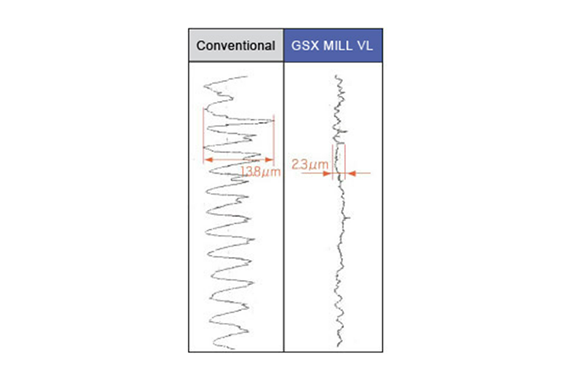
 Tool: Ø10
Tool: Ø10
Speed: 188 m/min
Feed: 4,000 mm/min (0.167 mm/tooth)
Depth of cut: ap = 20 mm, ae = 2 mm
Material: S50C
Surface roughness comparison of milling on Titanium alloys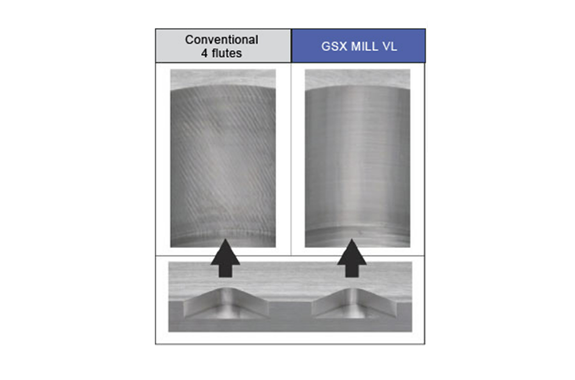

Tool: Ø10
Speed: 188 m/min
Feed: 4,000 mm/min (0.167 mm/tooth)
Depth of cut: ap = 20 mm, ae = 2 mm
Material: S50C
Wear comparison after 140m milling of stainless steels (SUS304)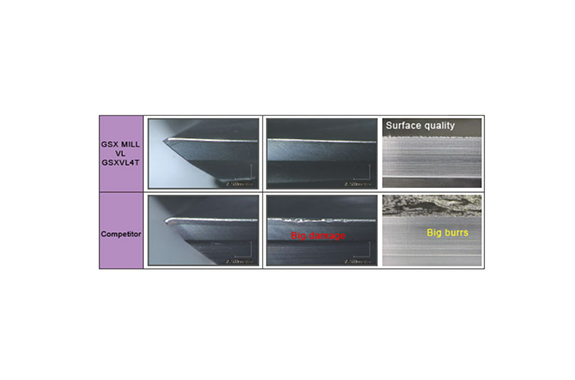
Tool: Ø10
Speed: 100 m/min
Feed: 770 mm/min
Material: SUS304
Cutting Fluid: Wet
Milling Length: 140 m
The wear of GSXVL4T is very small and normal.
Possible to keep milling.
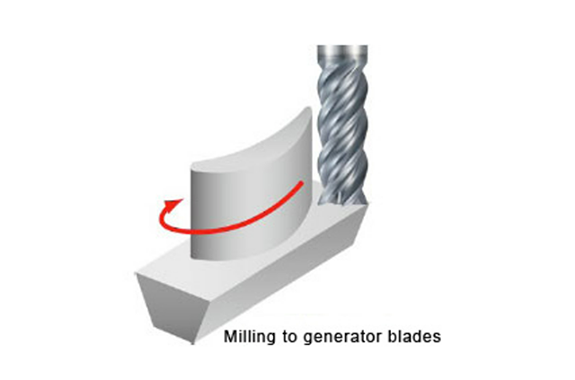
Application example of pocket thin-wall milling of Titanium Alloys
| Milling operation | Cutting Speed | Feed Speed | Depth of cut |
|---|---|---|---|
| Inner surface of the pocket Rough | Vc 90m/min | Vf 680mm/min fz 0.06mm/t On corner Vf 460mm/min fz 0.04mm/t | ap 10mm ae 0.7mm |
| Finish Vc 120m/min | Vf 900mm/min fz 0.06mm/t On corner Vf 600mm/min fz 0.04mm/t | ap 10mm ae 0.1mm | |
| Outer surface of the pocket Rough | Vc 90m/min | Vf 690mm/min fz 0.06mm/t | ap 10mm ae 0.7mm |
| Finish Vc 120m/min | Vf 1000mm/min fz 0.086mm/t | ap 10mm ae 0.1mm |
 Tool: GSXVL4T-2.5D
Tool: GSXVL4T-2.5D
Ø10 × 25 × 70 × Ø10
Material: Ti6Al4V
Fluid: Water Soluble
High speed milling of thin wall.
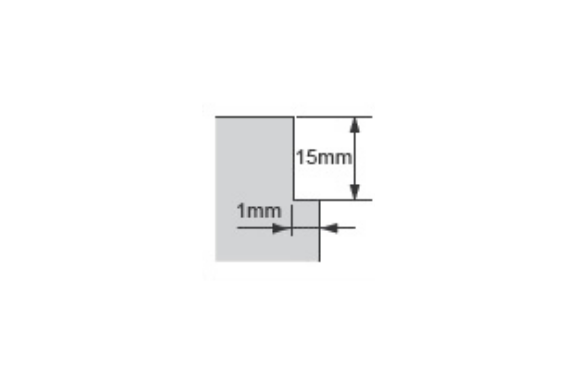
Reduction Process in SUS410J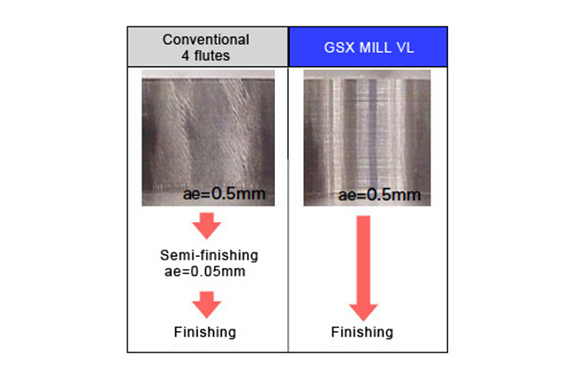
Tool: Ø12mm Radius R2mm (4 flutes)
Milling Condition
Speed: V94 m/min (N 2,500 min⁻¹)
Feed: 500 mm/min (0.05 mm/tooth)
Depth of cut: ap = 28
Material: SUS410J
Coolant: Wet






REQUEST QUOTATION
PAYMENT

LINK



