Nippon Yakin Kogyo Co., Ltd
Nippon Yakin Kogyo NAS601 Heat Resistant Alloys




Manufacturer: Nippon Yakin Kogyo Co., Ltd
Model : NAS601
NAS601 (UNS N06601)
Heat-Resistant Nickel Alloy
NAS601 (NCF601, UNS N06601) is a nickel-chromium alloy with an addition of aluminum that provides high mechanical properties at elevated temperatures and superior resistance to oxidation, carburization, and sulfurization. It excels in descaling resistance during cyclic oxidation with high-temperature variations, making it ideal for use in various parts of heat treatment furnaces, diesel vehicle glow plugs, and similar applications. Nippon Yakin supplies this product in plate, sheet, and strip forms.
| Chemical Composition | 60Ni-23Cr-1Al-0.7Ti | ||
| Product shape |  Coil Coil |  Sheet Sheet |  Plate Plate |
| Workability | Hot working is relatively easy with NAS601.For hot working, maintain the temperature between 1050°C and 1200°C, though light work can be done at temperatures as low as 850°C. Avoid the temperature range between 650°C and 850°C to prevent cracking. After hot working, we also recommend cooling through the temperature range of 500 to 800°C as fast as possible to avoid carbide precipitation. NAS601 has superior cold workability, similar to Type 310S and Alloy 800. | ||
| Weldability | Similar to standard austenitic stainless steels, weld NAS601 using techniques such as TIG, MIG, and shield metal arc welding. For edge preparation, mechanical cutting is desirable. Wide U and V groove angles should be used. Care should be taken to ensure its welding portion is clean as NAS601 is sensitive to surface contamination. AWS ERNiCrFe-11, AWS ERNiCrCoMo-3, AWS ENiCrFe-2, or AWS ENiCrFe-3 are commonly used. | ||
| Heat Treatment | NAS601 is non-hardenable by thermal treatment. Typical heat treatments are as follows: Annealing: 950°C minimum, rapid cooling. Solution treatment: 1100°C-1200°C, rapid cooling. For applications requiring high strength at elevated temperatures, solution treatment is recommended. | ||
| Applications | Heat treatment fixtures, Muffle furnace, Radiant tube, Chemical plants, Automobile glow plug. | ||
Grade/Standard
| Nippon Yakin Grade | JIS | ASTM | EN |
|---|---|---|---|
| NAS601 | NCF601 | UNS N06601 | 2.4851 |
Chemical Composition
| C | Si | Mn | P | S | Ni | Cr | Cu | Al | Ti | B | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Specification (NCF601) | ≤0.10 | ≤0.50 | ≤1.00 | ≤0.030 | ≤0.015 | 58.00–63.00 | 21.00–25.00 | ≤1.00 | 1.00–1.70 | — | — | Bal. |
| Specification (UNS N06601) | ≤0.10 | ≤0.50 | ≤1.00 | — | ≤0.015 | 58.00–63.00 | 21.00–25.00 | ≤1.00 | 1.00–1.70 | — | — | Bal. |
| Specification (EN 2.4851) | 0.03–0.10 | — | ≤1.00 | ≤0.020 | ≤0.015 | 58.00–63.00 | 21.00–25.00 | ≤0.50 | 1.00–1.70 | — | — | ≤0.50, ≤0.006, ≤18.00 |
Physical Properties
| Density [g/cm³] | 8.07 |
| Specific heat [J/kg•K] | 451 |
| Electrical resistivity [μΩ•cm] | 119 |
| Thermal conductivity [W/m•K] | 11.1 |
| Average coefficient of thermal expansion [10⁻⁶/°C] | 30–100°C 13.6 |
| 30–300°C 14.2 | |
| 30–500°C 15.1 | |
| 30–700°C 15.9 | |
| 30–900°C 16.7 | |
| Young’s modulus [MPa] | 20.5 × 10⁴ |
| Curie point [°C] | −124 |
| Magnetism [μ] | None |
| Melting range [°C] | 1345–1384 |
Mechanical Properties
Mechanical Properties at Room Temperature
| 0.2% proof stress [MPa] | Tensile strength [MPa] | Elongation [%] | Hardness [HBW] [HRBW] | |
|---|---|---|---|---|
| Specification (NCF601 annealing) | ≥195 | ≥550 | ≥30 | — |
| Specification (NCF601 solution treatment) | ≥205 | ≥550 | ≥30 | — |
| Specification (UNS N06601) | ≥205 | ≥550 | ≥30 | — |
| Specification (EN 2.4851) | ≥205 | ≥550–750 | ≥30 | ≤220 |
| Example Hot-rolled plate 10 mm2 | 287 | 635 | 53 | 153 |
| Example Cold-rolled sheet 2 mm2 | 351 | 682 | 44 | 85 |
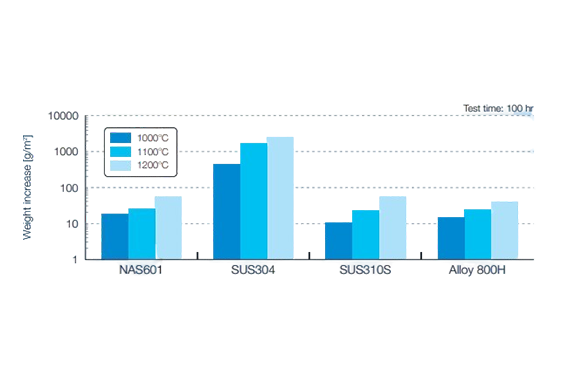
Heat Resistance
Continuous Oxidation Properties
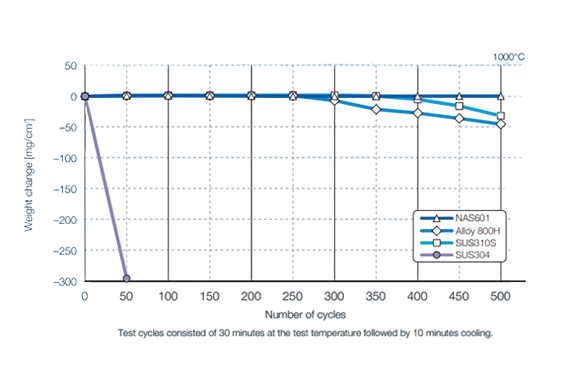
Cyclic Oxidation Properties
Cyclic oxidation properties for NAS601 are superior to Type 310S and Alloy 800H. This makes NAS601 optimal for use in environments subjected to repeated heating and cooling.
Workability
Hot working is relatively easy with NAS601. For hot working, temperatures should be between 1050 and 1200°C, although light work may be done at temperatures as low as 850°C. The temperature range between 650 and 850°C should be avoided as cracking may occur. After hot working, we also recommend cooling through the temperature range of 500 to 800°C as fast as possible to avoid carbide precipitation. NAS601 has superior cold workability, similar to Type 310S and Alloy 800.
Weldability
As with standard austenitic stainless steels, NAS601 may be welded using techniques such as TIG, MIG, and shield metal arc welding. For edge preparation, mechanical cutting is desirable. Wide U- and V-groove angles should be used. Care should be taken to ensure its welding portion is clean as NAS601 is sensitive to surface contamination. AWS ERNiCrFe-11, AWS ERNiCrCoMo-1, AWS ENiCrFe-2, or AWS ENiCrCoMo-1 are commonly used.
Heat Treatment
NAS601 is non-hardenable by thermal treatment. Typical heat treatments are as follows:
- Annealing: 950°C minimum, rapid cooling.
- Solution treatment: 1100°C–1200°C, rapid cooling.
For applications requiring high strength at elevated temperatures, solution treatment is recommended.
Applications
- Heat treatment fixtures
- Muffe furnace
- Radiant tube
- Chemical plants
- Automobile glow plug
Related Products
-

Nippon Yakin Kogyo NAS329J3L Corrosion Resistant Alloys
-

Nippon Yakin Kogyo NAS325N Corrosion Resistant Alloys
-

Nippon Yakin Kogyo NAS64 Corrosion Resistant Alloys
-

Nippon Yakin Kogyo NAS185N Corrosion Resistant Alloys
-

Nippon Yakin Kogyo NASNM15M Non-Magnetic Alloys
-

Nippon Yakin Kogyo NAS36LG Controlled Expansion Alloys
REQUEST QUOTATION
PAYMENT

LINK



