Japan, Ross Asia
Ross Asia SERPAR® 35 Series Double valve with air pressure LG monitor, ports 1/2-2

Made in Japan
Manufacturer : Ross Asia
Model : SERPAR® 35 Series
SERPAR ® Double Valves with L-G Monitor 35 SeriesProduct Overview
Clutch/Brake Control Function
The SERPAR ® L-G double valve is designed to provide control of clutch/brake mechanisms on mechanical stamping presses as well as other safety applications, such as alternative lockout systems for energy isolation.
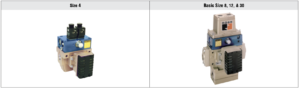
The SERPAR ® Series valves are internally monitored double valves with a built-in monitoring device that checks for the proper operation of each valve element. If the internal monitor detects a valve fault on a particular cycle, the double valve will fail to a safe condition (all downstream air is exhausted) and the monitor will lock-out to inhibit further operation of the device. Normal operation can only be resumed by a momentary reset signal to the valve.
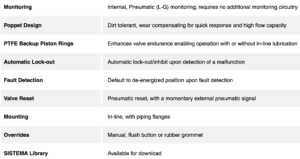
VALVE FEATURES
PRODUCT CREDENTIALS

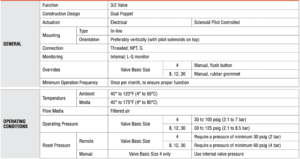
Specifications
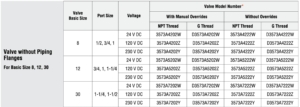
Ordering Information
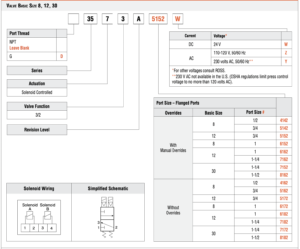
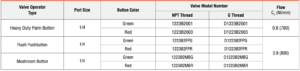
MODEL NUMBER CONFIGURATOR(3-Way 2-Position Valves)
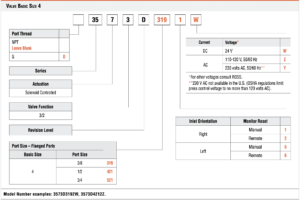
MODEL NUMBER CONFIGURATOR(3-Way 2-Position Valves)
Valve Operation
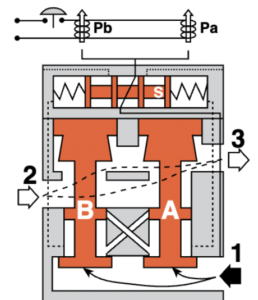
| Conditions at Start | Inlet 1 is closed to outlet 2 by both valve elements A and B. Outlet 2 is open to exhaust 3. Pilot air is ported from inlet 1 and through the center section of spool S to the normally closed pilots Pa and Pb. Monitoring pressure signals at both ends of spool S are exhausted. |
 | |
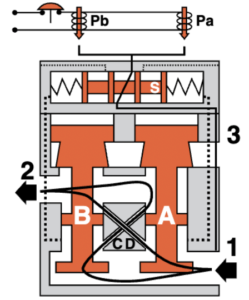
| Normal Operation | Simultaneously energizing both solenoids actuates both pilots and causes valve elements A and B to shift. Inlet 1 is then connected to outlet 2 via crossflow passages C and D. Exhaust 3 is closed. Monitoring pressure signals go to each end of spool S and become equal to inlet pressure. |
 | |
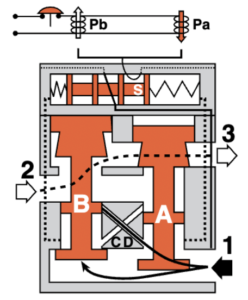
| Detecting a Malfunction | A malfunction in the system or the valve itself could cause one valve element to be open and the other closed. Air then flows past the inlet poppet on valve element A, into crossflow passage D, but is substantially blocked by the spool portion of element B. The large size of the open exhaust passage past element B keeps the pressure at the outlet port below two percent of inlet pressure. Full monitoring air pressure from side A goes to the right end of spool S, and a reduced pressure goes to the left end. This pressure imbalance causes the spool to shift to the left. This shuts off and exhausts pilot air to both solenoid pilots, and allows valve element A to return to the closed position. |
 | |
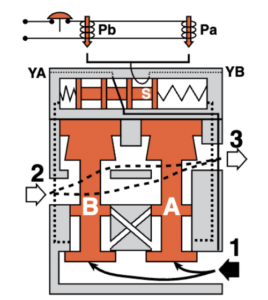
| L-G Monitor Locked-out | When the L-G spool shifts it is held by a lockout pin (not shown). Pilot air is then exhausted to atmosphere via port YB, and pilot supply air is diverted to atmosphere via port YA. The lockout mechanism must be reset before the valve can return to normal operation. During and following reset, the pilot solenoids must be kept de-energized to prevent inadvertent and possibly dangerous cycling of the press. The reset function is either manual or remote-pneumatic depending on valve model. |
 |
Both solenoids must be energized simultaneously to shift the valve; maintained signal required to keep valve shifted. If monitor must be reset, electrical signals to both solenoids must be removed to prevent the machine controlled by the valve from immediately recycling and producing a potentially hazardous condition.
| SOLENOID PINOUT |
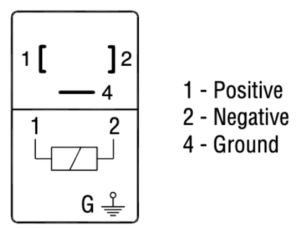 |
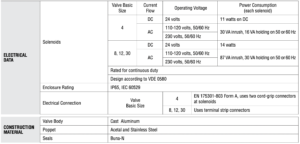
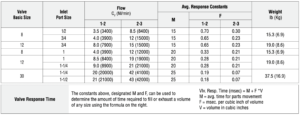
Valve Technical Data
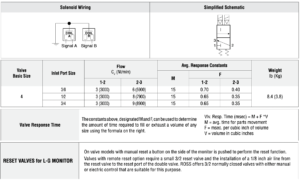
| VALVE SCHEMATICS | |
| Valve Body Size 4 | 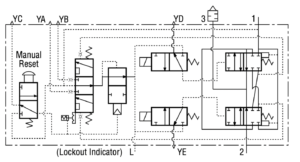 |
| Valve Body Size 8, 12, 30 | 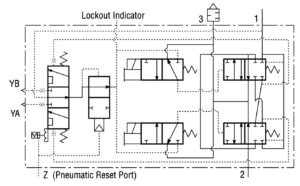 |
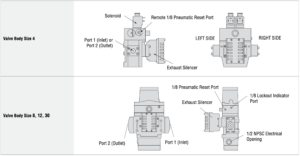
| Dimensions-Inches(mm) | |
| Basic Size 4 | 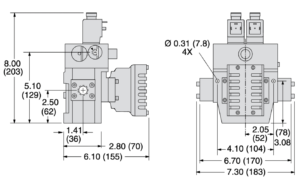 |
| Basic Size 8 | 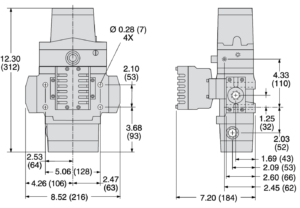 |
| Basic Size 12 | 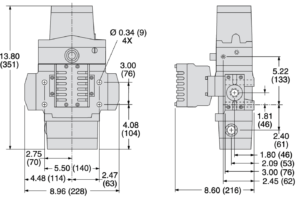 |
| Basic Size 30 | 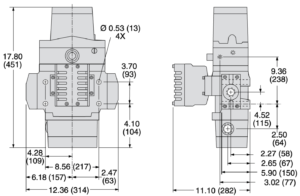 |
Accessories
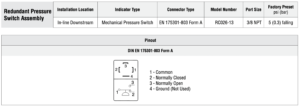
ELECTRICAL STATUS INDICATION

ENERGY RELEASE VERIFICATION

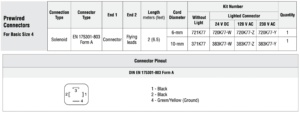
PREWIRED ELECTRICAL CONNECTORS

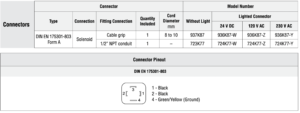
ELECTRICAL CONNECTORS

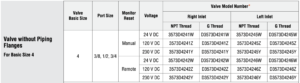
REPLACEMENT VALVES
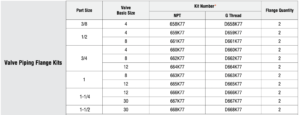
CONNECTION PIPING KITS
Options
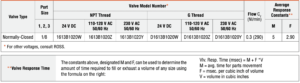
RESET VALVES FOR DOUBLE VALVES WITH REMOTE RESET
Valves with the remote reset option require a small 3/2 reset valve and the installation of a 1/8 inch air line from the reset valve to the reset port of the double valve. ROSS offers 3/2 normally closed valves with either manual or electric control that are suitable for this purpose.

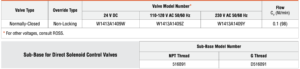
Direct Solenoid Pilot Control – Compact Valves for Line Mounting
Direct Solenoid Pilot Control – Miniature Valve for Base Mounting
Manual Palm Button Valves
Related Products
-

Yamashina Seiki TL Type Element Type Lubricator With Batch Increase And Decrease Handle
-

Watanabe AL-203 2-wire Digital Panel Meter for process signals
-

Obishi Keiki Seisakusho Rack Slide Type Bench Centers ( ML-Type )
-

Watanabe WKD-PA34T Power Monitoring module
-

TONE GM-221EZ, GM-222EZ SHEAR WRENCH
-

Kondotec Water Expansion Water Stop Plate
REQUEST QUOTATION
PAYMENT

LINK



