Japan, Kondotec
Kondotec Column-Beam Connection
Made in Japan
Manufacturer: Kondotec
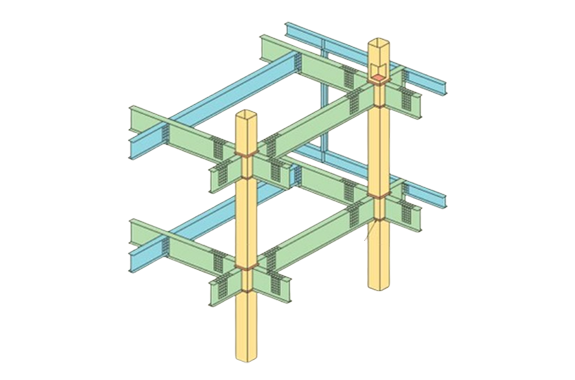
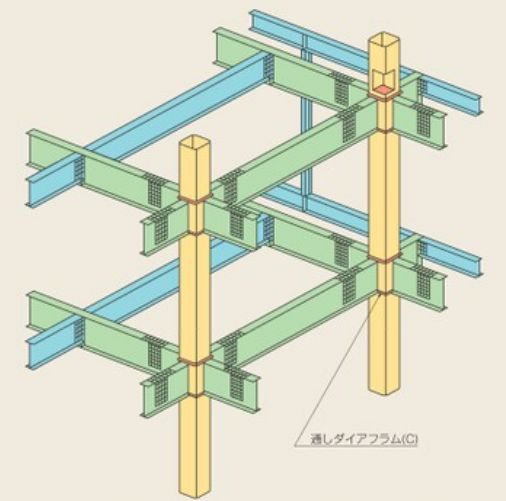
Examples of column and beam joints
In the case of BCR and BCP columns, the diaphragm must have strength equal to or greater than that of the column or beam, so the principle is to use SN material.
Please use SN material for the base as well. (In the case of using SS material for the diaphragm, the column base can be SS material)
Type of Steel for Through Diaphragm

Dimensions of Through Diaphragm
Protrusion method: e = 30mm or greater value of td.
Plate thickness: td (thickness of diaphragm) > tf (thickness of beam flange)
Steel Structure Using Cylindrical Columns
(Through Diaphragm Method)
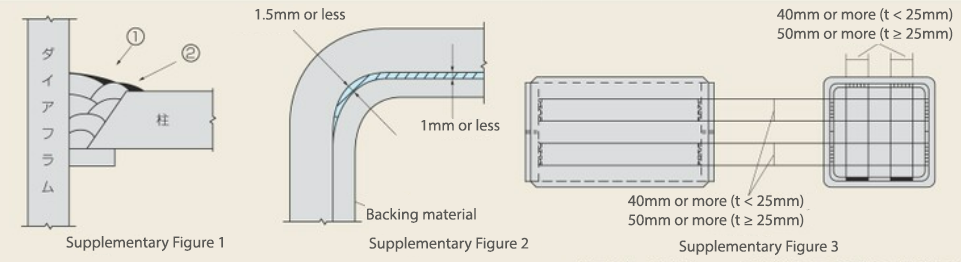
Points to Note When Performing Welding
Welding Components
Welding method: Back welding with complete base.
Welding position: The principle is to weld from bottom to top.
Number of layers: The principle is multi-layer welding.
Heat input: Desired range is 15KJ/cm to 40KJ/cm.
Interpass temperature: Desired to be below 350°C.
To adjust the shape of the weld joint, when placing filler welds, first place filler weld ①, then place filler weld ②. (Refer to Supplementary Figure 1)
Welding Base
When there is a welding base, keep within the range of Supplementary Figure 2.
Assembly and Welding
Avoid short welds.
Heat input is 15KJ/cm to 20KJ/cm.
Weld length is 40mm or more (t < 25mm), 50mm or more (t ≥ 25mm).
Fillet weld size is from 4 to 6mm.
Avoid welding at corners during assembly (refer to Supplementary Figure 3).
Related Products
-

KITO Type F Wire Rope Hoists With Motorized Traversing Hoist / Suspended Hoist / Push Button Control
-

OSC02FM101 Suppository Disintegration Tester
-

SAKUSAKU EHB421300 Square End Mill 4-Flute
-

Kurimoto AR-M1 Air Valves For Sewerage
-

KORI SEIKI KS-3 Ratchet Counter
-
Tokyo Sokushin VSE-355G3 Servo Velocity-meter
REQUEST QUOTATION
PAYMENT

LINK



