- Home
- Products
- Ross Asia DM2 Series C Safety Exhaust Valve, Explosion Proof Safety Cat 4 PL e, internal monitoring with reset
Japan, Ross Asia
Ross Asia DM2 Series C Safety Exhaust Valve, Explosion Proof Safety Cat 4 PL e, internal monitoring with reset

Made in Japan
Manufacturer : Ross Asia
Model :DM2 Series C Safety Exhaust Valve
Safe Exhaust Explosion-Proof Double Valves DM2® Series C Product Overview
Safe Exhaust Safety Function
The DM2® Series C valve safety function is to shut off supply or pneumatic energy and to exhaust any pneumatic energy from downstream of the valve. Valves are equipped with explosion proof coils and feedback sensors for use in hazardous locations to prevent potentially explosive situations.

The DM 2® Series C Safe Exhaust valves are dual valves used to block the supply and remove the downstream pressure from the circuit or machine. It is integrated into the electrical safety system to remove potentially hazardous energy in order to provide employees safe access to a machine or zone. By quickly removing the pneumatic energy with a safety valve, determined by the risk assessment, the safety system integrity is maintained allowing the employee to complete their tasks safely and rapidly.
Features
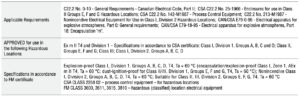
PRODUCT CREDENTIALS

Specifications


Ordering Information
MODEL NUMBER CONFIGURATOR(3-Way 2-Position Valves)


Valve Operation
| Valve De-actuated (ready-to-run) | The flow of inlet air pressure into the crossover passages from the inlet chamber is restricted by orifices that allow air pressure to bypass the lower inlet poppets. Flow is sufficient to quickly pressurize the pilot supply/timing chambers on both sides A and B. The upper inlet poppets prevent air flow from the crossover passages into the outlet chamber. Air pressure acting on the inlet poppets and return pistons securely hold the valve elements in the de-actuated position. (Internal air passages shown out of the valve body for clarity. |
 | |
| Valve Actuated | Energizing the pilot solenoids simultaneously applies pressure to both pistons, forcing the internal parts to move to their actuated position, where inlet air flow to outlet is open and both exhaust poppets are closed. The outlet is then quickly pressurized, and pressure in the inlet, crossovers, outlet, and timing chambers are quickly equalized. De-energizing the main solenoids causes the valve elements to return to the ready-to-run (de-actuated) position. |
 | |
| Asynchronous Operation | If the valve elements operate in a sufficiently asynchronous manner on ACTUATION, the valve will shift into a position where one crossover and its related timing chambers will be exhausted, and the other crossover and its related timing chambers will be pressurized. In the illustration, side B is in the de-actuated position, but has no pilot air available to actuate with and has full pressure on its upper and lower inlet poppets and return piston to hold it in place. Inlet air flow on side B into its crossover is restricted and flows through the open upper inlet poppet on side A, through the outlet into the exhaust port, and from the exhaust port to atmosphere. Residual pressure in the outlet is less than 1% of inlet pressure. Once the main solenoids are de-energized, actuating pressure is removed from the top of the main pistons and then the lower inlet poppet return spring along with inlet air pressure acting on the side A return piston will push side A back into the de-actuated position. Inlet air pressurizes the crossovers and volume chambers. Pressure in the crossovers helps hold the upper inlet poppets on seat. The valve will then be in the ready-to-run position. On the next attempt to actuate normally, if side B is still unable to actuate synchronously with side A, the same sequence of events described above will occur again. |
 | |
| WARNING | If asynchronous operation occurs while DE-ACTUATING, the pilot supply/timing chambers on one side will still be exhausted as described above. However, this could be a temporary situation because the cause of the asynchronous operation may be able to correct itself allowing the stuck or slow acting side of the valve to eventually move back into the de-actuated position. Once the slow or stuck side has de-actuated, the pilot supply/timing chambers that were exhausted will then repressurize. If an external monitoring system is only checking the status indicator periodically this fault signal could be missed. The machine’s safety system must be designed to ensure that this does not cause a hazardous situation. |
 | |
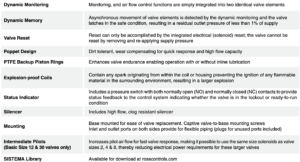
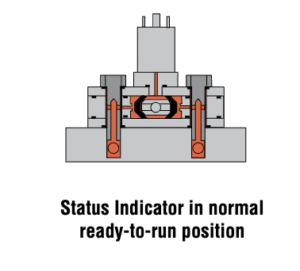
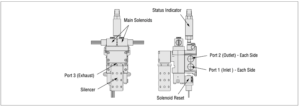
| Status Indicator | The status indicator pressure switch will actuate when the main valve is operating normally, and will de-actuate when the main valve is in the locked-out position or inlet pressure is removed. This device is not part of the valve lockout function, but, rather, only reports the status of the main valve. |
 |
Valve Technical Data
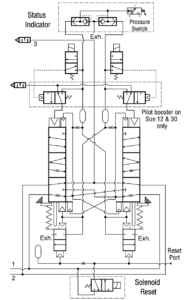
| Valve Schematic | |
 |
| Dimensions-Inches(mm) | ||
| Basic Size | Port Siz | View X (base mounting hole pattern) |
| 2 | 1/4 3/8 |  |
| 4 | 1/2 | 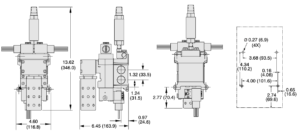 |
| 8 | 3/4 1 | 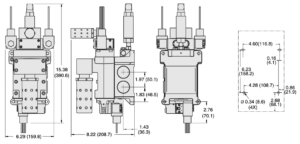 |
| 12 | 1 | 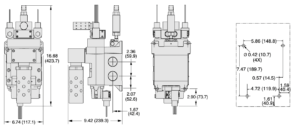 |
| 30 | 2 | 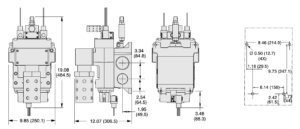 |
Accessories
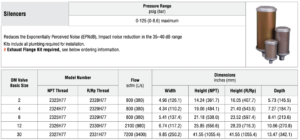
HIGH FLOW NOISE REDUCTION SILENCER KITS
STATUS INDICATOR

Related Products





REQUEST QUOTATION
PAYMENT

LINK



