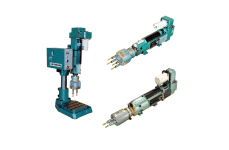
Product Made in Japan
Manufacturer: Miyakawa
Model: QT1, QT2
QT1 type
 | - High speed, high precision machining is possible.
- It is a tap unit (3 to 10 times the conventional type) that can process at high speed.
- It is a lightweight, compact unit.
- Machining time can be shortened by fast forward, pitch feed, fast forward 3-speed feed.
- High-speed continuous cycle operation of 40 times per minute is possible.
- Changing the feed pitch is done by replacing “change gear box”.
- We adopt energy saving, high efficiency driving motor.
- The same installation as the AF drill unit is possible.
- It has a simple structure and has few failures and is economical.
|
| ※ Multi-axis is optional item |
Geometry
| A | B | C | D | E | F | G | H | I | K | L | M | Main shaft end taper |
|---|
| QT1 | 568 | twenty five | 35 | twenty five | 150 | 149 | 121 | 42 | 60 | Ten | 182 | 242 | JT No. 1 |
|---|
Performance specification
| Model | Cutting rotation speed
min – 1 | Maximum tapping capacity by axis number | Fast-forward rotation speed | Main spindle stroke range | Lead feed range | Fast forward range | Drive motor |
| 1 axis | 2 axes | 3 Axis | 4 axes |
| Carbon steel | cast iron | Aluminum | Carbon steel | cast iron | Aluminum | Carbon steel | cast iron | Aluminum | Carbon steel | cast iron | Aluminum |
| min-1 | mm | mm | mm | W |
| QT 1 – 400 | 400-4000 | M4.5 | M6 | M7 | M3.5 | M4.5 | M5.5 | M3 | M4 | M4.5 | M2.6 | M3.5 | M4 | 4000 | 20 – 60 | 0 – 40 | 20 – 40 | 400 |
| QT 1 – 270 | 270-2700 | M5.5 | M7 | M8 | M4 | M5.5 | M6 | M3.5 | M4.5 | M5.5 | M3 | M4 | M4.5 | 2700 |
| QT1-180 | 180-1800 | M6 | M8 | M9 | M5 | M6 | M7 | M4 | M5.5 | M6 | M3.5 | M5 | M5.5 | 1800 |
note- The maximum calculation value is stated for tapping capacity.
- Because there are some differences according to the following use conditions, please use as a guide only.
- Since the cutting speed is determined by the type of tap and the material to be cut, we recommend using the recommended rotation speed of the tap manufacturer.
- We recommend that you select units that are one rank higher in capability selection.
- If you install a multi-axis attachment (deceleration type), it will be more powerful, so please contact us.
|
terms of use- Types of taps (hand, spiral, points etc Calculation with cutting tap
- Tap lifespan (change in sharpness)
- Cutting material, diameter of lower hole
- Type and state of use of cutting oil
- For rolling tapping, please contact us.
QT type 2 | - High speed, high precision machining is possible.
- It is a tap unit (3 to 10 times the conventional type) that can process at high speed.
- It is a lightweight, compact unit.
- Machining time can be shortened by fast forward, pitch feed, fast forward 3-speed feed.
- High-speed continuous cycle operation of 40 times per minute is possible.
- Changing the feed pitch is done by replacing “change gear box”.
- We adopt energy saving, high efficiency driving motor.
- The same installation as the AF drill unit is possible.
- It has a simple structure and has few failures and is economical.
| | ※ Multi-axis is optional item |
Geometry
| A | B | C | D | E | F | G | H | I | K | L | M | Main shaft end taper |
|---|
| QT2 | 714 | 40 | 43 | 27 | 135 | 305 | 144 | 60 | 80 | 12 | 236 | 296 | JT No. 6 |
|---|
Performance specification| Model | Cutting rotation speed
min – 1 | Maximum tapping capacity by axis number | Fast-forward rotation speed | Main spindle stroke range | Lead feed range | Fast forward range | Drive motor | | 1 axis | 2 axes | 3 Axis | 4 axes | | Carbon steel | cast iron | Aluminum | Carbon steel | cast iron | Aluminum | Carbon steel | cast iron | Aluminum | Carbon steel | cast iron | Aluminum | | min-1 | mm | mm | mm | W | | QT 2 – 240 | 240-2400 | M7 | M9 | M10 | M5.5 | M7 | M8 | M4.5 | M6 | M7 | M4 | M5.5 | M6 | 2400 | 25-100 | 0-75 | 25-50 | 750 | | QT 2-150 | 150-1500 | M8 | M10 | M12 | M6 | M8 | M9 | M5 | M7 | M8 | M4.5 | M6 | M7 | 1500 | | QT 2-100 | 100-1000 | M9 | M12 | M14 | M7 | M9 | M10 | M6 | M8 | M9 | M5.5 | M7 | M8 | 1000 | note- The maximum calculation value is stated for tapping capacity.
- Because there are some differences according to the following use conditions, please use as a guide only.
- Since the cutting speed is determined by the type of tap and the material to be cut, we recommend using the recommended rotation speed of the tap manufacturer.
- We recommend that you select units that are one rank higher in capability selection.
- If you install a multi-axis attachment (deceleration type), it will be more powerful, so please contact us.
| terms of use- Types of taps (hand, spiral, points etc Calculation with cutting tap
- Tap lifespan (change in sharpness)
- Cutting material, diameter of lower hole
- Type and state of use of cutting oil
- For rolling tapping, please contact us.
|
QT type option | - The controller consists of a control unit incorporating the basic operation and a brushless motor inverter.
- You can drive immediately with a simple connection with this machine.
|  | Configuration example of QT unit and optional item- QT unit QT 1 – 270
- Stand (option)
- Control unit (option)
- Multi-axis 2E 077 C-6 (option)
|
Multi-axis Attachment (Option)
| A (C-10) | B (C-6) | C (C-4) | D | E | Unit (AF) |
|---|
| QT-1 | 177 | 161 | 165 | 42 | JT No. 1 | AF-1 |
|---|
| QT-2 | 168.5 | 152.5 | 156.5 | 60 | JT No. 6 | AF2 |
|---|
| ※ AF unit shared function |
|