Drilling And Cutting, Japan, Unika
UNIKA C-D Hot Dip Galvanizing Anchor

Manufacturer: UNIKA
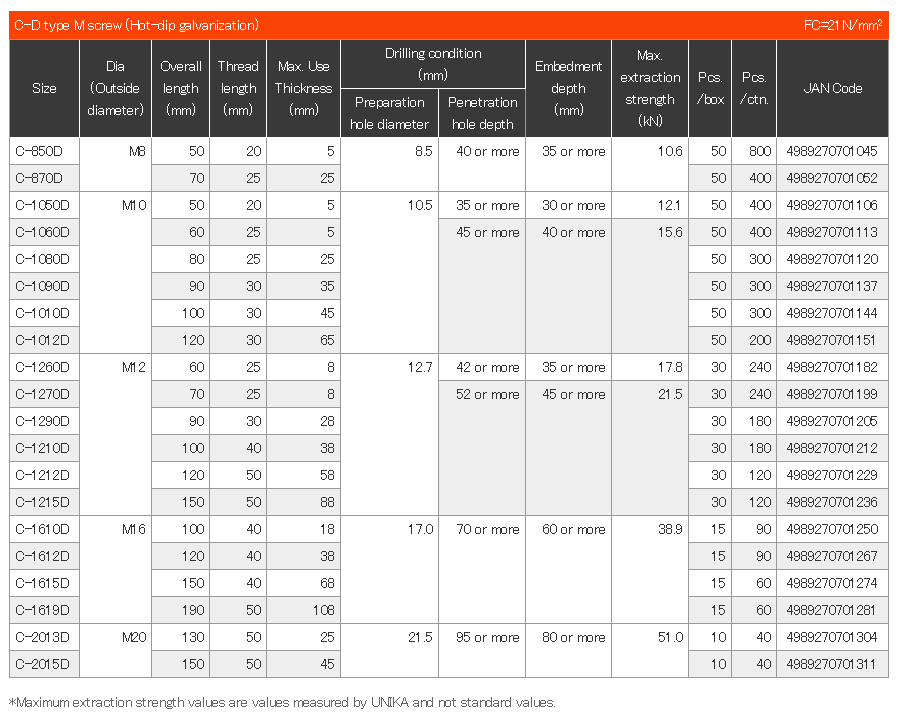
Model: C-D type M screw (Hot-dip galvanization)
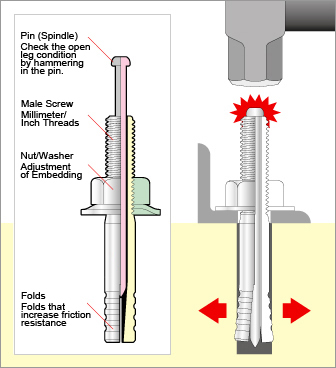
■Simply hammer in the pin. Just by looking at the pin, completion of an anchor can be confirmed.
■Screw diameter and anchor unit diameter are the same, allowing for drilling after installation of equipment and anchoring without rattle.
■The C-D type is dip-brazed, which is excellent in corrosion resistance.
| Thread dia | Tightening Torque |
|---|---|
| M6 | 5 N・m |
| M8 | 12 N・m |
| M10 | 24 N・m |
| M12 | 42 N・m |
| M16 | 100 N・m |
| M20 | 200 N・m |
USES
Concrete
- Drill a hole of a determined preparation hole diameter and depth from above the base material.
- Remove chips by dust collector or blower.
- Set the anchor and strike the pin with a hammer or the like.
- Tighten the nut with a spanner to complete the work.
■Installation explanatory video
■Uses
Suited for all kinds of fixture attachments including construction, electrical, sanitation, air conditioning / sign board attachment, seat attachment, and machine installation works.
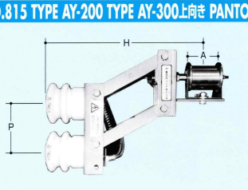
■Structural Drawing
■Use examples
- Protective clothing including safety glasses and helmets must always be worn when installing.
- Drill perpendicularly into target surface.
- Compared with anchor insertion depth, drill holes should be 5mm deeper for M6, M8, M10; 7mm deeper for M12; 10mm deeper for M16; 15mm deeper for M20.
- Drilling preparation holes to shallow will break or bend a spindle.
- Sufficiently use blower.
- Always set nut before hammering.
- Use a hammer appropriate for the anchor size.
SPECIFICATION
| Size | Dia (outside diameter) | Size | Dia (outside diameter) |
| C-850D | M8 | C-1260D | M12 |
| C-870D | C-1270D | ||
| C-1050D | M10 | C-1290D | |
| C-1060D | C-1210D | ||
| C-1080D | C-1212D | ||
| C-1090D | C-1215D | ||
| C-1010D | C-1610D | M16 | |
| C-1012D | C-1612D | ||
| C-1615D | |||
| C-1619D | |||
| C-2013D | M20 | ||
| C-2015D |
Related Products





REQUEST QUOTATION
PAYMENT

LINK



